Deinkability for a functional cycle
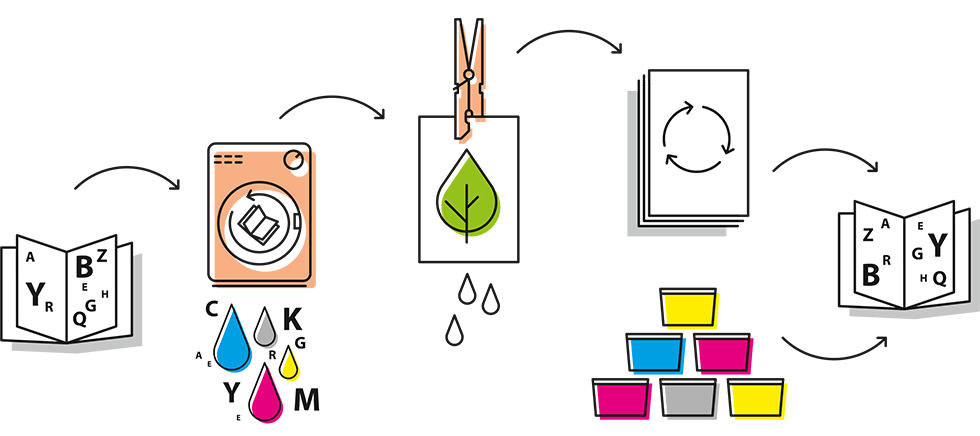
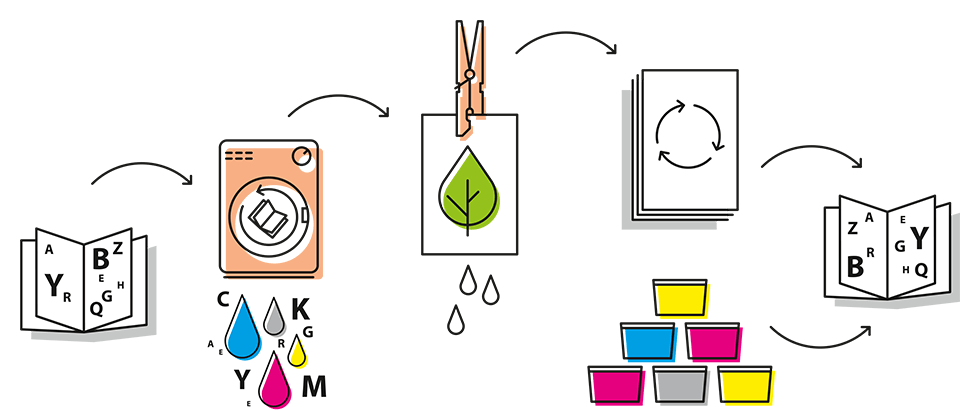
Everyone is talking about the circular economy, especially for plastic packaging. The same also applies to the recyclability of a paper product. Deinkability (removal of printing inks) is a recognised criterion as it indicates how effectively printing inks can be removed from printed waste paper.
Paper and card can be recycled multiple times. For this purpose, the processed printing inks need to be able to be removed easily and without residue from the paper. Large quantities of poorly deinkable printed products or those that cannot be deinked at all, can only be used to manufacture low-quality recycled paper which, in turn, increases the demand for fresh fibre. Epple appreciates the impact of printing ink on the recycling loops and always takes deinkability into account in the overall work flow. This keeps any possible accumulations of contaminant in the paper low, which would otherwise restrict what the waste paper could be used for.
To assess the deinkability of printing inks, INGEDE (Association of the deinking industry) established method 11 to provide a reliable indication of how the printed product behaves in an industrial deinking facility. Testing is performed for six different parameters and the results converted into scores. The maximum is 100 points.
The deinking behaviour depends on the interaction between the printing ink and the substrate, which is why the binder system has the biggest influence. Whereas radiation-curable systems generally deink poorly because of the cured plastic film, conventional inks that use plant-based binders usually deliver good deinking results both on coating and uncoated paper. Finishes such as film lamination or coating with dispersion varnishes should be avoided where possible.
Epple has several series of printing inks in its portfolio that achieve 90 – 100 points in the INGEDE test and which are therefore classified as having “good deinkability“ according to the European Paper Recycling Council (EPRC) scorecard.
Product information: