STANDARDS
ISO 2846-1
Colour and transparency of process printing inks for four-colour printing
Information on standard ISO 2846-1
For multi-colour printing the inks are mixed by printing primary colours over or next to each other in solid and screen areas. In general, the number of primary colours is optional; for economic reasons, however, not too many primary colours should be used.
There are some colour systems on the market which work with up to seven colours in order to display the widest possible colour space. The four-colour system has established itself in the main printing procedures, however. The usage of defined process printing inks with fixed properties in terms of colour is one of the most important preconditions to achieve reproducible print results.
In 1954 process inks were standardized for the first time in Germany with DIN 16 508 for letterpress and DIN 16 509 for offset printing.
In order to achieve better fastness properties, for example alkali or light fastness, a group of experts from the CEPE (European Council of producers and importers of paints, printing inks and artists colours) recommended the standardization of a new ink series, in 1967. The term for this new series was European colour scale or sometimes shortened to European scale. This colour definition was stipulated in standard DIN 16 539. In complete accordance with the European colour scale, the international standard ISO 2846 was published in 1976. The colours cyan, magenta and yellow also correspond to this standard.
In 1990 the TC 130 of the International Standards Organisation (ISO) decided to include the revision of ISO 2846 in their work program, in order to standardize differing existing colour standards in the most important markets of Europe, USA and Japan. The revision for offset printing is complete with the present standard ISO 2846-1.
Colour values
It was very difficult to define the colorimetric nominal values which are to be the future chromaticity coordinates of the standardized printing inks, as values had to be found that were acceptable to all experts from the various economic areas.
Europe
For Europe, the average values of more than 60 current process inks from different producers were generated.
USA
The specifications of the SWOP (Specifications for Web Offset Printing) colour scale were used representatively for the USA. This also applies as the standard for sheet-fed offset.
Japan
The standard “Japan Ink Colour SF 90“ represented the Japanese situation.
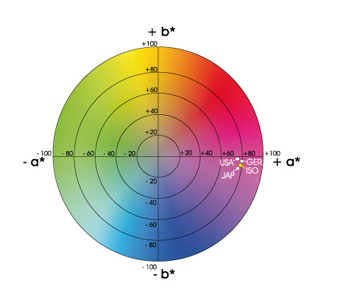
Input values and average ISO value for magenta
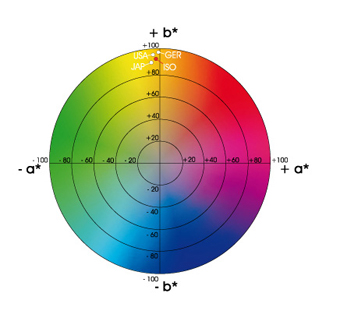
Input values and average ISO value for yellow
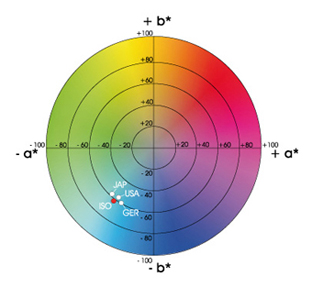
Input values and average ISO value for cyan transparency
Transparency
As process printing inks have to show sufficient transparency for the functioning of multi colour printing, corresponding values have been stipulated in ISO 2846-1, which may not be undercut.
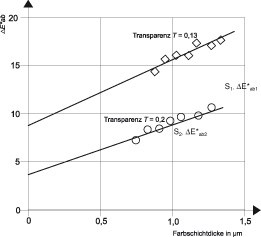
Examination of transparency
For the evaluation of the transparency, several printing samples with graduating ink film thicknesses are to be printed on black substrate. In case a printing ink is not totally transparent, the light that touches the print sample during observation or colour measurement is increasingly scattered according to higher ink film thickness. That means that the difference between printed and blank black increases. If the colour distance between printed and blank black is put down as function of the ink film thickness, a line arises whose inclination is low at a high transparency of the printing ink and higher if the transparency is lower. At complete transparency (sometimes to be found with cyan), a horizontal line shows. The inclination is then 0. The reciprocal value of the inclination of the line of best fit by the measuring points, describes the extent of transparency. Compliance with the standard is given if the measured values do not exceed the stipulated value of transparency.
Measurement geometry
- Standard illuminant: D50
- Geometry: 0/45°
- Observer: 2°
- Chromaticity according to CIE-Lab-System
- Print substrate: Phönix Imperial APCO II/II 150 g/m2
Transparency (T)
| T | |
|---|---|
| Yellow | 0,08 |
| Magenta | 0,12 |
| Cyan | 0,20 |
Example for determining the transparency
Method to determine the colour metric compliance
By means of a test print device, a series of print samples with defined and graded ink film thickness on proof paper APCO II/II is printed. After drying, the CIELAB colour distance (∆E*ab) of each print sample against the colour values stipulated in the standard is determined by colour measurement according to ISO 13 655 (exception: usage of paper white). The printing ink complies with the standard in terms of colour if the ∆E*ab is below the defined range of tolerance within the coating thickness of 0.7 to 1.1 µm.
Colour values for black were also included in the new standard. It was limited to a lightness (L*) of 18. Regarding the b*-values, a tolerance is given, as common black colours have different bluish shades.
| Colour | CIELAB-values | Colour tolerances | ||
|---|---|---|---|---|
| D50 | L* | a* | b* | ∆Eab * |
| Yellow | 91.00 | - 5.08 | 94.97 | 4.0 |
| Magenta | 49.98 | 76.02 | - 3.01 | 5.0 |
| Cyan | 56.99 | - 39.16 | - 45.99 | 3.0 |
| Black | 18.01 | 0.80 | - 0.56 | L:≤18.0 ∆a*: 1.5 ∆b*:3.0 |
| Paper | 95,45 | - 0.42 | 4.73 |
| Colour | CIELAB-values | Colour tolerances | ||
|---|---|---|---|---|
| D65 | L* | a* | b* | ∆Eab * |
| Yellow | 90.37 | - 11.16 | 96.17 | 4,0 |
| Magenta | 48.13 | 75.20 | - 6.80 | 5,0 |
| Cyan | 58.62 | - 30.63 | - 42.75 | 3,0 |
| Black | 18.01 | 0.50 | - 0.47 | L:≤18.0 ∆a*: 1.5 ∆b*:3.0 |
| Paper | 95.41 | 0.99 | 4.76 |
Measurement Conditions
- Standard illuminant: D50 / D65
- Geometry: 0/45°
- Oberserver: 2°
- Chromaticity according to CIE-Lab-System
- Print substrate: Phönix Imperial APCO II/II 150 g/m2
Conclusion
The colour values determined in the standard are a further approach to standardise offset printing. Print products should be produced and also reproduced, again and again, all over the world, with the same results.
According to our measurements, the most common ink series, especially ours, are at least very close to the nominal value and mostly within the given tolerances.
In practice, however, this means that when launching colour management, the already used ink series in the print shop should serve as reference considering the commonly used full tone densities in the print shop. These series are produced by us with utmost care and are delivered with the lowest colour metric fluctuations.