From sample to colour – A job for specialists
The main task of the ink experts at Epple is the evaluation of special colours on the basis of various mixing systems. Depending on the area of application: Commercial printing, Packaging printing i. e. BoFood® MH for indirect and BoFood® Organic for direct foodstuff contact, the purest ink PURe® and UV, UV LE / UV LED.
The customer's wishes.
An end customer's colour sample arrives at Epple. This can be in the form of a printed product or even an actual physical object. Based on the sample, the colourists at Epple determine the corresponding colour tone for the desired substrate. Branded companies generally work with a strictly defined colour scheme (Corporate Identity), in order to design a coherent brand environment.
Quality and Recipes.
Using the XRite eXact measuring device, the colourist measures and interprets the sample's colour spectrum and the XInkFormulation software calculates the recipe of the respective offset printing ink. However the visual judgement of the colourists is demanded for some applications that are problematic for the measuring technology. The trained eye of the colourist is the final decisive factor before release of an ink recipe.
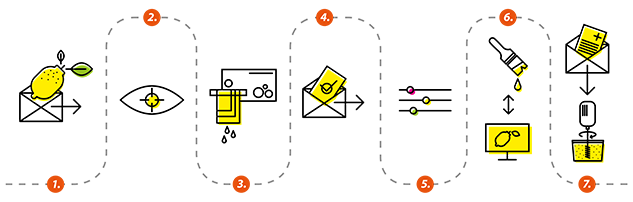
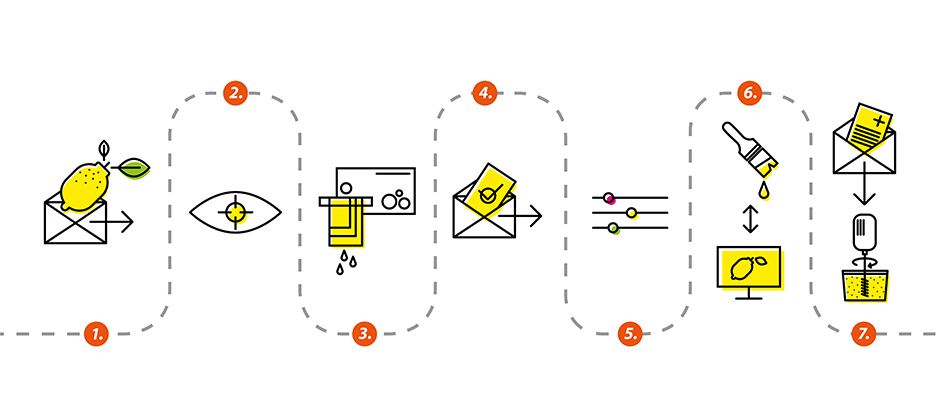
1. Customer delivers a colour sample | 2. Colour tone is measured | 3. Print impression on desired substrate | 4. This is sent to the customer for approval | 5. Customer approves or requests colour adaptions | 6. The recipe will be digitized and recorded | 7. Recipe made available to mixing station
The PANTONE®-World.
There are meanwhile over 2,000 PANTONE® special colours represented in the PANTONE® Plus Colour Guide, mixed from 18 basic colours. PANTONE® colours are executed as recipes at Epple from the colour range of the PantoneLIVE-Cloud. This means PANTONE® colours can be reproducibly printed in e. g. label and packaging applications, worldwide.
Well mixed.
Epple produces the entire special colour range from monopigmented base colours. All colours from the conventional Colour Guide systems like PANTONE® as well as individual customer's in-house colours can be formulated and mixed.